



3、外援磨削加工后殘余應力的計算模型
3.1 數字模型設計
數字模型主要用來模擬外圓精磨工藝中產生的殘余應力,如圖5所示。所采用的方法并未考慮切屑去除機理。將砂輪假設為隨著工件速度Vw沿著表面移動的熱源。
圖五:數字模型:熱載荷和界面狀況

在砂輪的單圈加工過程中,沿表面的磨削條件在切削、進給兩個方向上保持常量,因此可以僅考慮柱工件的一部分即可。利用SYSWELD軟件對柱件的第8個2D平面應變模型進行處理。在建立該2D模型時還要考慮不同溫度條件下的材料屬性。
工件的初始溫度T(t=0)=20℃。在上表面和側面,用熱對流傳導系數hconv(W.K-1.mm-2)來表示熱對流。底面的熱損失假定為0。熱邊界條件如圖五所示。
3.2 熱源求值
熱源長度和砂輪-工件之間的接觸長度相等。
進入工件的熱通量計算如下:

圖六:熱源計算

公式1為磨削過程中產生的總能量。Ft為磨削切向力,Vg為工件-砂輪滑動速度。此外,還觀察到在磨削中所有產生的能量都被轉化為熱能。砂輪-工件間的熱通量總量qT(W.mm-2)和公式4的滑動速度以及公式2中單位接觸面積ft(N.mm-2)上的切向磨削力成比例關系。

最后,工件qw(W/mm-2)上的熱通量密度計算如下: 其中, εw是轉化為工件上熱量的總能量的一部分。在CBN砂輪配用油潤滑加工中,εw約為20%。實驗發(fā)現在外圓精磨中,熱通量形狀為準矩形。

3.3 機械模型裝置
機械計算考慮了熱彈塑性機械性能;求得弱耦合熱機械計算。砂輪的影響模擬為速度為Vw沿著表面移動的正常壓力。外加荷載的量級由接觸區(qū)的正常磨削力求得。通過X、Y方向上對位移的限制求得工件底面上的運動學邊界條件。
3.4 熱學結果
圖七為模擬的熱學結果,條件參數為:Vw=7m.mn-1,Vs=17m.s-1,fz=3mm.tr-1,ap=8μm。
圖七:不同深度條件下沿切削方向的溫度輪廓

觀察發(fā)現最高峰值溫度接近Ac1=750℃(奧氏體化初始溫度)。但達到一定深度后,溫度超過了HSS(450-600℃)的回火溫度。此外,由于冷卻速率過高,磨削表面出現了高度集中的熱梯度(≈300μm)。
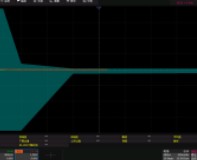
圖8給出了Jaeger分析策略對比,結果顯示一致性良好;從而證實了數字模型。圖中的差異主要是由于FE模型的熱對流引起的熱交換所致,而Jaeger模型則沒有考慮該因素。
圖八:不同深度條件下數值模擬溫度和分析計算溫度

工件速度變化的影響如圖9所示。
圖九:Vw對磨削表面下的溫度輪廓的影響