



表面溫度和熱影響深度都達到最大,隨工件速度的降低而快速增大。較高的速度縮短了接觸時間從而降低了工件上的熱量。
3.5 預測殘余應力
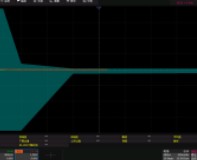
圖10為沿深度的計算殘余應力輪廓(考慮、未考慮砂輪的機械作用),工件速度為Vw=7m.min-1(Tmax=666℃)和Vw=22m.min-1(Tmax=242℃)模擬值和實測值之間的差異是十分顯著的。和實驗測量相比,數值模擬的結果表明工件速度對殘余應力有非常顯著的影響。在較低速度下,切削和進給兩個方向上都觀察到了較高的表面拉伸殘余應力。距離表面100μm距離時,該值逐漸降低至-100MPa(10a)。在較高速度下,磨削表面下觀察到較低的壓縮殘余應力。值得注意的是,在所有加工中,砂輪的模擬機械作用對殘余應力的分布無影響。
圖十:殘余應力輪廓(a)Vw=7m.min-1(b)Vw=22m.min-1

4、討論
實驗結果和模擬結果之間的顯著差異說明了高速鋼磨削加工中殘余應力來源的很多問題。利用熱機械模型求得的數字結果給出了兩種殘余應力狀態類型:當熱效應明顯時(Vw=7m.min-1),拉伸殘余應力產生,如圖10a;當機械效應大于熱效應時,產生低壓縮殘余應力,如圖10b。本研究所用數字模型并未考慮相位變換引起的形變和材料回火以及工件上材料的脫落。所有這些現象都會降低拉伸殘余應力并提高壓縮殘余應力。
由于冶金材料屬性的信息缺失,研究重點主要集中在受影響層面上。磨削加工后,表面試樣被涂附上一層樹脂,然后進行機械拋光和蝕刻。圖11為改性層面,厚度約5μm。
圖十一:HSS磨削表面微結構的SEM觀察圖

在圖11a中,改性形成的層面可能是由嚴重的塑性變形引起的,也可能是由熱激化奧氏體相變引起。磨削表面的壓縮殘余應力也可能是由磨削過程中經轉化的殘留奧氏體含量所致,如圖11b所示。
此外,臨近磨削表面的EBSD檢測顯示出較低的指數(黑色區域),這說明有其他相的存在,其變形的微結構和馬氏體結構是不一樣的。
圖12:HSS磨削表面微結構的EBSD觀察

為更多了解改性層的相組份,實驗還進行了磨削前后X射線衍射相分析。結果顯示磨削和未磨削試樣的馬氏體相的觀察圖是一樣的。
5、結論
利用CBN砂輪對高合金化高速鋼進行外圓精磨加工后,表面層產生了100μm厚的顯著壓縮殘余應力。實驗測量顯示工件速度是外圓磨削過程中最關鍵的動力參數,它會影響磨削試樣上殘余應力的分布。利用熱機械模型求得的熱學結果顯示溫度可以大于材料的回火溫度并接近Ac1值。但數值模擬求得的殘余應力和試驗實測值并不匹配。磨削高速鋼微結構的分析說明殘余應力是機械、熱學和變形效應共同作用的結果。變形結構的改性表面層有SEM/EBSD圖可以看出。微結構的變化和磨削過程中殘留的奧氏體相變、回火現象和塑性變形有關。